
")
")




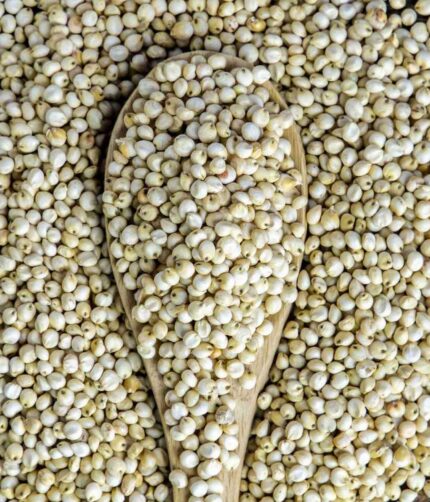
Malted Barley is a premium-quality ingredient produced through the controlled germination and drying of carefully selected barley grains. It is widely used in brewing, distilling, and food production for its rich flavor, natural enzymes, and fermentable sugars. The malting process enhances the grain’s natural characteristics, providing a distinct aroma and balanced sweetness that contributes to the quality and consistency of finished products. With its excellent solubility and enzyme activity, Malted Barley ensures efficient fermentation and improved texture in a variety of applications. It is suitable for breweries, distilleries, bakeries, and food processors seeking high-quality malted grain to enhance their recipes and processes.
Specifications:
-
Form: Whole Grain / Crushed / Powder
-
Moisture: Max 5%
-
Protein: 10–12% (approx.)
-
Extract: Minimum 78% (dry basis)
-
Color: Pale golden to light brown
-
Enzyme Activity: High diastatic power
-
Shelf Life: 12 months (under proper storage)
-
Storage: Cool, dry place away from direct sunlight
This versatile ingredient delivers consistent performance, making it an essential component for producing beverages and food items with superior flavor and quality.




























Reviews
There are no reviews yet.